Despite common belief, a company cannot achieve operational excellence through continuous improvement efforts that focus on eliminating waste. That’s because these efforts result in changes over time through a continuous cycle that repeats indefinitely, e.g., target an area, improve, sustain, monitor, then target another area. Instead, to achieve operational excellence, an organization must move from point A to point B in one large, quick jump by setting a destination; and designing the operation to achieve it.
And that destination is the point of operational excellence.
Adopt a self-healing flow
One of the key concepts in operational excellence is value streams that not only flow at the rate of customer demand but are visual so every employee in the organization can physically see the flow. This flow, considered “normal flow,” enables even a visitor to come into an operation and tell if it’s on time without asking any questions, requesting any reports or looking at any computer printouts.
Once everyone can see normal flow, the next step is to create standard work for when abnormal conditions in the flow begin to occur. When the people working in the flow have a standard methodology for correcting things when they go wrong, the end result is something called “self-healing” value streams, which means the employees working in the flow are able to fix it without the need for management intervention.
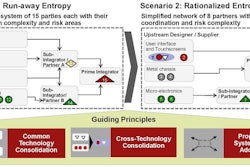
Be prepared for when the supply chain flow stops
Yet, even when operational excellence is achieved in the factory and an organization creates flow at the rate of customer demand, the flow can stop frequently because a single part is not delivered by a supplier. As companies increasingly find suppliers globally, the flow of information and material from and through the supply chain becomes even more critical and requires more supply chain management.
Layers of support people are needed to constantly monitor, adjust, prioritize, oversee and direct the supply chain daily just so the necessary parts show up at the factory before it’s too late. And organizations constantly seek new knowledge on how to “manage” and improve supply chain performance. But in operational excellence, instead of finding better ways—or better people—to manage the supply chain, the intent is not to manage the supply chain at all.
How can an organization not manage the supply chain? Just like in the factory, an organization should strive to create an environment in the supply chain that follows the definition of operational excellence; and design and implement a normal flow, thereby creating the ability to see abnormal flow before it impacts delivery to the customer.
Extend OpEx to the supply chain
It’s important to establish normal flow in an organization’s factories first. The regular “beat” that’s established can then be extended to the supply chain by creating formal connections with suppliers. Creating supply chain connections is analogous to creating flow in manufacturing or in the office. In both of those environments, each process knows what to work on next; when to work; where to send their work; and when all from a single binary signal and a physical pathway to follow.
These two attributes make up the connection between the processes. As in operations, once supply chain connections are created, the next steps to achieving operational excellence can commence by making the connections visual and creating standard work for them—then making abnormalities in the connections visual and creating standard work to correct them without the need for management intervention.
Binary signals—Traditionally, there are a virtually unlimited number of ways to signal suppliers, including phone calls; faxes; emails; electronic data interchange (EDI); schedules; purchase orders (POs); kanbans; SMS; and in-person meetings. And the number of people who are authorized to send signals to suppliers are typically limitless and can include buyers; purchasing agents; supervisors; managers; senior executives; and even the company president might be authorized at one time or another to signal to suppliers the need for more parts.
In operational excellence, however, signaling with suppliers should be a little different. Signals should be sole sourced, meaning there should only be one person in the organization who is authorized to send the signal to the supplier and only one person at the supplier end authorized to receive it. In addition, the signal should be binary, meaning that it can only communicate one of two things: send or don’t send.
Once it’s established who sends and receives the signal and what they do when they get it, the next step is to use a standard set of signals to communicate with suppliers. Used correctly, three examples of a signal include kanban; sequence list; and visual min/max (no signal sent).
There can be other signals as well, but the point is to have a chosen standard signal to use as a way of communicating with each supplier that they fully understand and know the respective reaction needed.
Physical Pathways—The second component of a connection is a physical pathway. While there are a few options for physical pathways, it’s important to have only one defined physical pathway with each supplier. Some of the physical pathways available include:
- Predefined established routes and timing along these routes
- Sequenced milk runs
- Cross dock milk runs
- Bread runs
When a signal is combined with a physical pathway, a supply chain connection is created, i.e., one signal plus one pathway equals one supply chain connection. When connections are created, a supplier receives a signal that tells them send/don’t send. If they send, they do so along a preset, established pathway. A few types of connections that establish this are:
- Sequenced FIFO
- Single supermarket
- Dual supermarket
- Rolling kanbans
The connections listed are presented in a distinct hierarchy. The first connection has the most flow and each successive connection has less flow than the one before it. Therefore, a sequenced FIFO would be preferable as the supply chain connection over rolling kanban. Similarly, if a single supermarket can be used, it should be over dual supermarkets.
Standard work equals business growth
By establishing supply chain connections, normal flow through the supply chain is created. The supplier will know what to send next and when, as well as how and exactly where. In addition, by establishing normal supply chain flow, the organization can begin to see abnormal flow. When flow breaks down, the connection is trouble-shooted to resume normal flow. While an organization will still have to work with suppliers in the interim to make sure customers receive their product on time, it’s critical to understand why the connection failed and how to ensure it won’t again.
By starting to develop standard work for abnormal conditions in order to get supply chain flow to “self-heal,” the need for supply chain “management” is eliminated—a central concept in operational excellence. Only when management is free from running the day-to-day operation can they focus on activities that grow the business. Instead of making operational improvement a continuous process, perpetual business growth becomes one—and that’s the difference with operational excellence
Kevin J. Duggan is the Founder of the Institute for Operational Excellence and Duggan Associates, an international training and advisory firm. He is the author of three books on the subject of applying advanced lean techniques to achieve operational excellence: “Design for Operational Excellence: A Breakthrough Strategy for Business Growth;” “Creating Mixed Model Value Streams;” and “The Office That Grows Your Business – Achieving Operational Excellence in Your Business Processes.”