Coty is a worldwide cosmetics company behind such brands as Sally Hansen, Rimmel and CoverGirl. At the company’s factory in Maryland, eight Universal Robots on four mobile carts now automate the picking and packing of products at the powder presses.
For Paul Baublitz, project manager at Coty Cosmetics, the issue was clear.
“We currently have 12 presses, and the challenge with automation is always how do you—in a cost-effective manner—automate such a large operation?”
Coty had multiple reasons for automating, including meeting the company’s drive for increased efficiency as well as addressing the repetitive nature of the task, which was not ergonomically friendly for human operators. This was a task that Coty had previously looked into automating, but found that the technology available at the time wasn’t up to the complexity of the application.
Flexible collaborative robots step up where traditional robots can’t
“The challenge for me was to try to determine how I could build a robotic system that was mobile enough to meet their automation needs while still being cost-effective enough to meet their budgetary needs,” says Chris Sydorko, owner of Sydorko Automation.
Traditional industrial robots are not easily moved around due to safety regulations, which meant that Coty would have to permanently place a robot at each of the 12 presses. This was not within budget, so Sydorko looked to collaborative automation for the solution.
“The Universal Robots seemed to present themselves as a great platform for such an application,” he says. “They’re lightweight, they’re easy to use, they’re low voltage, and certainly could work together in the same environment as individuals, so it seemed to be a perfect platform to give the Universal Robots a shot.”
Mobile cobots support fast changeovers for wide product mix
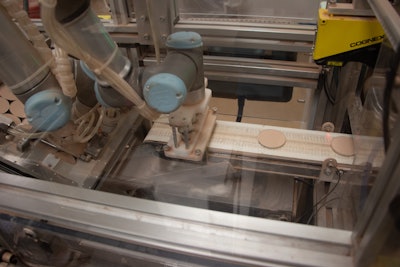
The application involves picking up “godets”—metal pans containing powder cosmetics products—and placing them on trays packaged in boxes and sent to a different department for final processing. In the presses, powder is pushed into the godets, which then travel under a 3D profiler head from Cognex for surface inspection and to measure the volume of powder in the pan. If the godets pass inspection, a UR3 cobot picks them up in groups of two or four, depending on the product, and places them on a tray. When the tray is full, a UR5 cobot picks the tray up and moves it to one of five case locations and places the tray in the case. The UR5 cobot then moves to where empty trays are stored, picks up a tray and places it back in the tray staging area, waiting for the next one to drop in front of the UR3 while it’s loading.
The cobot-based carts currently run up to 10 different product “recipes” for different godet shapes, which can range from round to square or rectangular, as well as various thicknesses and weights, and which can come out of the presses one or two at a time. The carts are designed for up to 20 recipes, so there’s still availability for Coty to double its recipe list before requiring additional support to add capacity.
Set-up time and changeovers were key challenges to overcome in the application. With Universal Robots, Coty was able to mount a UR3 and UR5 cobot on each of four mobile carts that can be rolled from one press to another.
Baublitz says, “It is much more cost-effective than having twelve different stations with robots at them. It made a project go from not being possible from a financial standpoint to being possible. Having them mobile was critical to making the project go forward.”
Set-up time for the mobile cobots is typically just 15-30 minutes to unplug, move and set up the cobots at a new press. Two of the carts support presses that produce high-volume products, so will rarely move. The other two carts move every day, typically once every three shifts.
Fast ROI, improved work environment and improved quality
While there can be many benefits to an automation project, one of the top expectations is usually a financial advantage. For this collaborative automation project, Coty is projected to save half a million dollars annually going forward. That’s a significant return on investment, but Coty has seen other benefits as well.
The area where the robots work is dusty and noisy, with heavy vibration from the large presses. Now that the robots are working next to these sources, Coty is able to move employees farther away from this environment and redeploy them to less repetitive and more interesting tasks.
Baublitz explains, “Once this project is fully completed and running three shifts, five days a week, with four carts, there are going to be thirteen fewer employees working in that area. That’s a significant change for the organization, with a lot of efficiency improvements, and the team’s very excited about that.”
Of course, everyone reacts differently to change. Even with the team’s excitement, some employees have been fearful of the changes.
“We’ve had a spectrum of reactions, and one of the keys is just working with every individual, seeing what that person’s needs are and making sure that person is comfortable,” explains Baublitz. “At this point in the project, everyone’s definitely getting more comfortable with the robots.”
Baublitz also points to new quality initiatives that the Cognex inspection system adds to the automated work cells. Previously, this was one of many tasks that operators performed.
“Now there’s a computer doing all of that work,” Baublitz explains. “If you see something that needs to be improved, you can immediately react. It’s a sustainable solution. From a quality standpoint, we’re excited about that change with this project.”
Safety despite high production speeds
Collaborative robots are designed for safe operation alongside human workers. However, during the development of the project Sydorko discovered that to meet required production rates, he needed to push the envelope of the robots’ speed and force outside of the collaborative range. To protect operators, Sydorko added safety features including lightweight plexiglass guarding and light curtains to integrate with the safety controller that communicates with the UR3 controllers. These don’t inhibit the carts’ mobility, but if a worker opens a door or reaches through an active area, the robots immediately drop into a safe collaborative speed. Once the worker shuts the door or moves out of the light curtain, the robots resume their maximum speed.
One of the best things about the collaborative robots, according to Sydorko, is getting the best of both worlds.
“You can go as fast as you need to and make sure you can keep up production rates, but you can also be collaborative if that makes more sense, or if it needs to be collaborative at the time,” Sydorko says.
That could be a situation where an operator is setting up a press and needs to address a minor issue, such as a couple of extra godets going into a cell.
“The operator can, with ease and safety, open up the door and just grab those godets out of there without ever having to stop the machine and interrupt production for such a minor incident,” Sydorko says.
He explains that people might ask why he chose Universal Robots rather than a high-speed traditional industrial robot. One of the key reasons is that traditional robots don’t run off a low-power source.
“Right now, we’re running the carts off 110 volts,” he says. “We would have to use 240 or 480 volts to run a traditional industrial robot. It gets a little challenging when you want to move carts with plugs that have 480-volt connections on it. It just puts operators at higher risk.” The weight of a traditional high-speed robot was also a factor as well as the size of the control platforms.
Collaborative integration process leads to success
For any automation project, manufacturers need to analyze whether they have the required capabilities in-house or need to bring in an expert integrator to help design and set up the robotic system.
Baublitz says, “On this project, due to the complexity of the design, it was clear early on that we needed to bring in an integrator to make this project happen, just due to the different geometries of the godets and all of the different trays that needed to be packed.”
The vision system brought additional complexity that was outside of the internal team’s experience, so teaming up with Sydorko Automation was a clear choice.
Now that the cobot-based system is set up, however, the Coty team is able to manage it internally.
“If there’s ever any troubleshooting that’s needed, the integrator that we worked with is always a phone call away,” says Baublitz. “But at this point, we’ve been running with the carts for months and we’re comfortable enough that we can troubleshoot 99% of the issues in-house.”
According to Baublitz, the integration was a “truly collaborative process,” with training throughout the project and more intensive training toward the end. He explains, “From the beginning we worked closely with the integrator to make sure we had a design that worked for all of us, and then also that we were comfortable with the technology, and able to use that.”
Sydorko echoes the collaborative approach, describing 20 years of automation experience in working together as a team and respecting other team members’ expertise.
He states, “These collaborative robots worked because we had a collaborative effort to get this project up and off the ground.”
Sydorko brought to the team his technical expertise on how to integrate the robotics and cameras and how to design the frames to meet the footprint requirements of the application. The technical team at Coty brought all their understanding of their product and production process and work flows, as well as the issues that they deal with on a daily basis. About the project, Sydorko says, “There is no doubt in my mind that the reason it is successful the way it is today is because of the great relationship that Sydorko Automation and Coty had together.”


















